一、編制本方案的目的
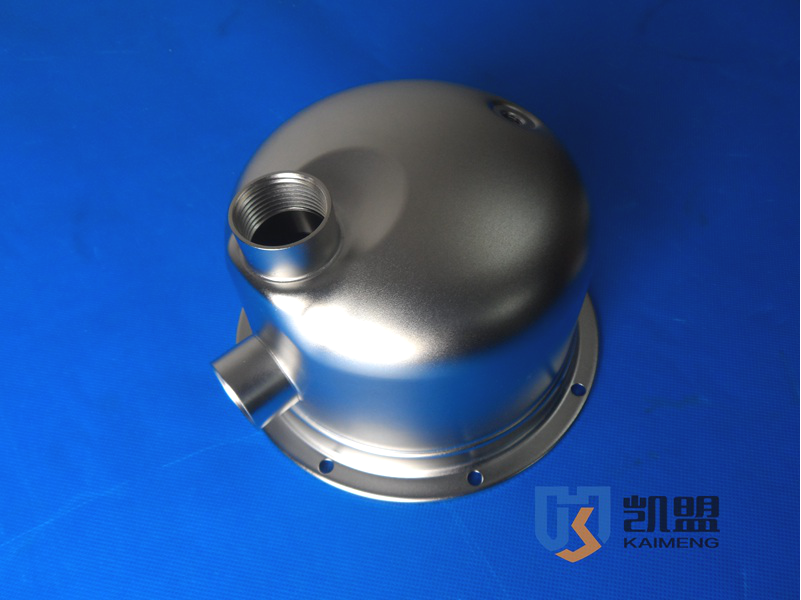
1.通過對SUS304不銹鋼圓環進行電解拋光(不銹鋼電解拋光液),使產品表面達到光亮、平整統一的效果。
2.通過電解拋光替代煩瑣的人工機械打磨拋光,以節省生產成本、提高生產效率。
二、編制方案的基本依據
1.根據客戶不銹鋼圓環產品最大尺寸為直徑600mm,電解拋光處理量為每天50-80個,每天按8小時的工作時間,即每小時的最大產量為10條進行初期的電解槽體的設計。
2.根據初期試樣的情況來預計,電解一批次所需要的時間在6min(不包括除油、酸洗、上掛、下掛的時間),預計1個小時可以做10批次,故一批次只需要電解1個產品就能滿足客戶的生產需求。
三、工藝設計
1.基本工藝:酸洗除油---過水---電解拋光(不銹鋼電解拋光液)----過水----中和---過水---烘干
2.電解槽的尺寸設計:長0.8m,寬0.5m,高0.8m(槽體設計根據產品的最大長度和直徑,以及產品一批次需要電解的數量)。
3.電解槽的工作方式設計:采用兩陰極一陽極的方式。即電解槽兩側掛鉛板做為陰極,連接整流器的負極,中間銅桿為陽極接整流器的正極,如圖所示。
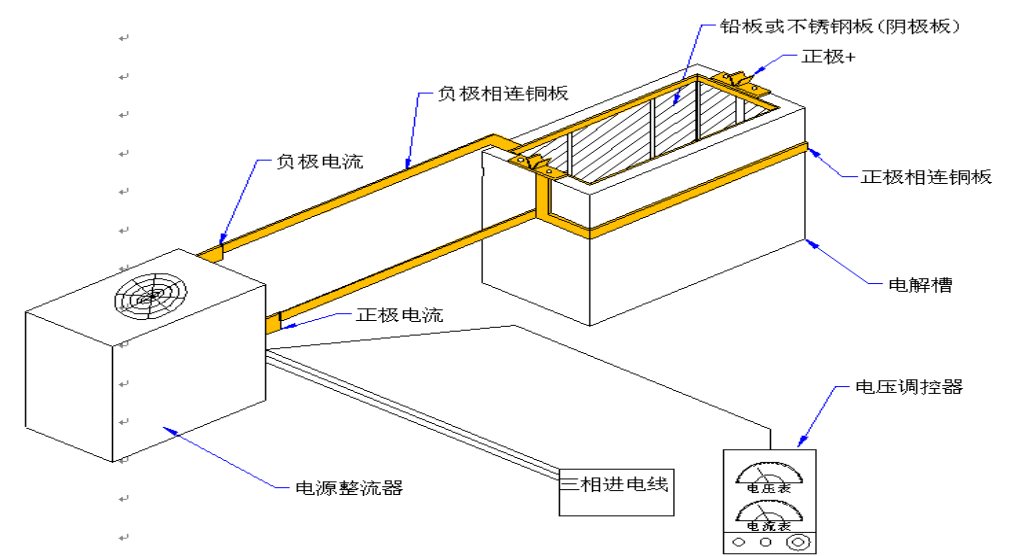
4.整個生產工藝操作布局圖:(其余槽體的尺寸可以根據電解槽的尺寸設計)

四、電解槽的制作要求注意事項
1.槽體要求用優質耐腐蝕、耐200度以內高溫的PP板焊接制作,槽體四周需要用槽鋼焊接包塑加固。槽體能承受的重量壓力約為2噸。
2.制作時要考慮方便對電解槽液的加溫,加溫方式可參考自身工廠條件,可采用石英加熱管進行電加熱,也可用蒸汽加溫(需要用耐腐材料做加熱管)。電解拋光工作時,電解液(不銹鋼電解拋光液)需要加溫至50℃左右才開始進行操作。
3.電解槽要考慮安裝降溫管。因為在電解過程中產品會放熱,長時間工作會導致槽液的溫度不斷上升。當槽溫高于90℃時,需要進行降溫處理,具體的降溫方式采用常用的冷水循環的方式降溫。
3.源整流器的配制:需要1000A整流器1臺。可選脈沖、可控硅型的整流器均可以,風冷水冷的都行,現場需要有三箱電源。
4.掛具的制作:掛鉤宜采用紫銅掛具(紫銅的導電性較好),浸入槽液部位的掛具宜采用耐腐蝕性能良好的鈦材料,產品在進行電解(不銹鋼電解拋光液)時,一定要將產品掛緊,以免因掛不緊而導致接觸不良,而影響產品電解的質量。
五、生產場地要求
1.通風透氣;2.有普通自來水源;3.地面平整,有防腐地板,以免藥水不慎腐蝕地面;4.有專門的排水通道或廢水收集槽;5.有380V的三相交流電源。
六、廢水處理事項
1.采用槽裝洗水工藝,平時無任何廢水排放。只需在定期更換時涉及到水處理。
2.設置廢水收集池,專門收集定期更換的廢水。可采用酸堿中和工藝對廢水進行預中和處理,再由專業的廢水處理公司或自行廢水處理設備處理。
七、處理效果圖
八、項目預期投資表
|
項目名稱 |
規格(ge) |
數量 |
備注 |
|
過水槽 |
/ |
5個 |
可自購 |
|
電解(jie)槽 |
長*寬*高: 0.8< |